
Lazer Boru Kesme Aynasının Montajı ve Ayarlanması Doğruluk(2)
2021-06-18
Kurulum kurulum talimatları, ekipmanın kullanıcıların işleme gereksinimlerini karşılayabilmesi için iki aynanın merkezini (dönme eksenini) gerekli aralıkta ayarlamak ve tutmak amacıyla derlenmiştir. Her ekipman üreticisinin kesinlikle aşağıdakilere göre çalışabileceğini umuyoruz. Bu kurulum prosedürü. Ayrıca, zamanında düzeltme yapabilmemiz için müşterinin kurulum detayları hakkında bizimle iletişim kurmasını takdir ediyoruz. Teşekkürler.
1. Tasarım gereksinimlerine göre çalışma masasına iki ürünü sabitleyin. Şekilde gösterildiği gibi, sol aynaya 'Ana ayna' ve sağ aynaya 'Kuyruk aynası' adı verilir.
2. Kuyruk aynasının sabitleme vidalarını vidalayın. Şekilde gösterildiği gibi, içi boş bir mandrel, kuyruk aynasının önündeki pençe ile sıkıştırılır (Önceden çok ağır olmayan bir mandrel hazırlayın. Çok ağır mandrel sonraki işlemler). Mandrel 200-300 mm uzunluğunda ve 30-50 mm çapında olacaktır. Manyetik taban makineye sabitlenmiştir (kuyruk aynasının montaj tablosuna değil), işaretçi şekilde gösterilen konumu gösterir. şekil. Kuyruk aynasını manuel olarak döndürün, ölçün ve mandrelin yakın uç ve uzak uç salgısının yaklaşık 0,1 olduğundan emin olun.Değer belirtilen kapsamın dışındaysa, doğruluk gereksinimlerini karşılamak için karşılık gelen pençenin konumunu ayarlayın.
Not: Ölçüm, kuyruk aynasının merkez deliğine uyan boyutta uzun bir mandrel mandren merkezine takılarak da yapılabilir ve mandrel 1000-2000 mm uzunluğunda olacaktır.
3. Mandrelin ip barasını ve yan barasını ölçün
Mandrelin üst barasını (yani mandrelin merkezi üst barasını) ölçün. Manyetik taban, ibre şekilde gösterilen konumu gösterecek şekilde makineye (kuyruk aynasının montaj masasına değil) sabitlenmiştir. tüm montaj tablasını sola ve sağa doğru ölçün ve üst bara değerinin 0,05 mm'nin altında olduğundan emin olun. Gerekli kapsamı aşan üst bara değeri, aynanın alt montaj yüzeyinde iki noktadan bakır levha yerleştirilerek ayarlanabilir.
Mandrelin yan barasını (yani mandrelin merkezi yan barasını) ölçün. Manyetik taban makineye sabitlenmiştir (kuyruk aynasının montaj masasına değil), ibre şekilde gösterilen pozisyonu gösterir, Hareket ettirin Tüm montaj tablasını sola ve sağa doğru ölçün ve yan bara değerinin 0,05 mm'nin altında olduğundan emin olun. Kapsam dışındaki yan bara değeri, aynanın montaj tabanı hafifçe döndürülerek ayarlanabilir.Ayarlamadan sonra, bara doğruluğunun standarda uygun olup olmadığını tekrar kontrol edin. Değer hala kapsam dışındaysa, ayna barasının ve kuyruk aynasının yan barasının hata değeri 0,05 mm'nin altına düşene kadar ayarı tekrarlayın.
Not: Ölçüm, kuyruk aynasının merkez deliğine uyan boyutta uzun bir mandrel mandren merkezine takılarak da yapılabilir ve mandrel 1000-2000 mm uzunluğunda olacaktır.
4. Kıyaslama olarak kuyruk aynasının merkezi ile (kuyruk aynasının dönüş merkezi), kuyruk aynasının dönüş merkezine göre ana aynanın arkasındaki referans düzleminin dikeyliğini ölçün.
Ölçüm ve ayar yöntemi: manyetik taban, kadran göstergesinin iğnesi şekilde gösterilen konuma (ana aynanın referans düzlemi) işaret edecek şekilde kuyruk aynasının uç yüzüne sabitlenir. Kuyruk aynasını bir daire için yavaşça çevirin ve ovserce kadran göstergesinin ibre okuması, Ölçülen maksimum enine ve dikey aralıktaki dört nokta arasındaki fark 0,05 mm'de olmalıdır. Gerekli kapsamı aşan iki yan nokta arasındaki hata, varsa, ikiye bakır levha yerleştirilerek ayarlanabilir. aynanın alt montaj yüzeyindeki noktalar. Gereken kapsamı aşan iki dikey (yukarı ve aşağı) nokta arasındaki hata varsa, aynanın alt montaj yüzeyindeki iki noktaya bakır levha yerleştirilerek düzeltilebilir. Adımı birkaç kez tekrarlayın. hata değeri 0,05 mm olana kadar.
5. Kıyaslama olarak kuyruk aynasının merkezi ile (kuyruk aynasının dönüş merkezi), ana aynanın dönüş merkezi ile kuyruk aynasının dönüş merkezi arasındaki koaksiyelliği ölçün, yani iki aynanın merkezi eşit yükseklikte olacaktır. .
Ölçüm ve ayarlama yöntemi: manyetik taban, kadran göstergesinin ibresi şekilde gösterilen pozisyonu gösterecek şekilde (ana aynadaki temel deliğin iç duvarı) kuyruk aynasının uç yüzüne sabitlenir. Kuyruk aynasını yavaşça döndürün. bir daire çizin ve kadran göstergesinin pinter okumasını gözlemleyin. Ölçülen maksimum enine ve dikey aralıktaki dört noktanın farkı 0,05 mm içinde olmalıdır. Varsa, gerekli kapsamı aşan iki lteral nokta arasındaki hata hafifçe ayarlanabilir. ve ana aynanın montaj tabanını enine hareket ettirin. Varsa, gerekli kapsamı aşan iki dikey (yukarı ve aşağı) nokta arasındaki hata. Ana aynanın montaj tabanını hafifçe ve enine hareket ettirerek ayarlanabilir.
6. Ayna merkezleme doğruluğunun ölçülmesi ve ayarlanması.
İki ayna arasındaki mesafeyi 500 mm ile 1000 mm arasında ayarlayın ve aynı mandreli sıkıştırın. Mandrel 1500-2000 mm uzunluğunda ve 30-50 mm çapında olacaktır. Manyetik taban, ibre pozisyonu gösterecek şekilde makineye sabitlenir. şekilde gösterilmiştir (mandrelin dış çemberinde pençeden yaklaşık 30 mm uzakta). Mandreni ve mandreli döndürün. Kadranlı gösterge sırasıyla mandrel salgısını pençeden yaklaşık 30 mm uzakta ve mandrel yaklaşık 0.1 mm'lik bir konumda ölçer. kabul edilebilir (genel olarak, pençenin sıkma doğruluğu aynanın tesliminden önce ayarlanmıştır. Kullanıcıların özelleştirilmiş ürün, genişletilmiş pençe veya diğer özel durumlar durumunda pençe doğruluğunu ayarlaması gerekir). Vana belirtilen kapsamın dışındaysa, ayarlayın doğruluk gereksinimlerini karşılamak için ilgili pençenin konumu.
7. Genel doğruluğu kontrol edin.
İki ayna arasındaki mesafeyi 500 mm ile 1000 mm arasında ayarlayın ve aynı mandreli sıkıştırın. Manyetik taban, işaretçi şekilde gösterilen pozisyonu gösterecek şekilde makineye sabitlenmiştir (mandrelin dış çemberinde ana mandrenden yaklaşık 30 mm uzakta). ayna pençesi). Kuyruk aynasını ileri geri hareket ettirin, böylece kuyruk aynası ile ana ayna arasındaki mesafe -100 mm ila 1000 mm arasındadır (kuyruk aynası ana aynanın merkez deliğine hareket ettirilebilir). Valf farkı kadranlı gösterge işaretçisinin yaklaşık 0,05 mm'lik kısmı kabul edilebilir. Aynı uzaklıkta, kadranlı gösterge işaretçisini mandrel tarafının dış dairesine doğrultun ve kadranlı göstergenin gösterge değeri yaklaşık 0,05 mm ise genel kurulum niteliklidir. değer farkı hala kapsam dışında, yukarıdaki adımların ayrıntılarını dikkatlice kontrol edin ve herhangi bir eksiklik olup olmadığını veya bir doğruluk öğesinin kapsam dışında olup olmadığını teyit edin.
8. Lütfen ekipmanın hata ayıklamasını kurmadan önce yukarıdaki adımları dikkatlice okuyun. Bu kurulum talimatı, çoğu ekipman üreticisinin kurulum ve hata ayıklama deneyimine dayalı olarak derlenmiştir. Lütfen talimatları dikkatlice izleyin. Ürünlerimizi seçtiğiniz için tekrar teşekkür ederiz.
Daha fazla göster
Lazer Boru Kesme Aynasının Montajı ve Ayarlanması Doğruluk(1)
2021-06-17
Kurulum talimatları, ekipmanın kullanıcıların işleme gereksinimlerini karşılayabilmesi için gerekli aralıkta iki aynanın merkezini (dönme ekseni) ayarlamak ve tutmak amacıyla derlenmiştir.Her ekipman üreticisinin kesinlikle bu kurulum prosedürüne göre çalışabileceğini umuyoruz.Ayrıca, zamanında iyileştirme yapabilmemiz için müşterilerin kurulum detayları hakkında bizimle iletişime geçmelerini takdir ediyoruz.
1. Tasarım gereksinimlerine göre çalışma masasına iki ürünü sabitleyin.Şekilde gösterildiği gibi, sol ayna 'besleme aynası' ve sağ ayna 'ana ayna' olarak adlandırılır.
2. Besleme aynasının sabitleme vidalarını vidalayın ve besleme aynasındaki toz kapağını çıkarın.Şekilde gösterildiği gibi, besleme aynasının kafa dönen kısmındaki üst barayı ölçün.Manyetik taban, işaretçi şekilde gösterilen konumu gösterecek şekilde makineye sabitlenmiştir (besleme aynasının montaj masasına değil).Tüm montaj tablasını sola ve sağa hareket ettirin, ölçün ve üst bara değerinin 0,05 mm'nin altında olduğundan emin olun.Mandrenin alt montaj yüzeyinin iki noktasından bakır sac yerleştirilerek gerekli kapsamı aşan üst bara valizi ayarlanabilir.
3. Besleme aynasının baş dönen kısmındaki yan barayı ölçün.Manyetik taban, işaretçi şekilde gösterilen konumu gösterecek şekilde makineye sabitlenmiştir (besleme aynasının montaj masasına değil).Tüm montaj tablasını sola ve sağa hareket ettirin, ölçün ve yan bara değerinin 0,05 mm'nin altında olduğundan emin olun.Yan bara değeri kapsam dışındaysa, ana aynanın montaj tabanı hafifçe döndürülerek gerekli kapsama ayarlanabilir.Ayarlamadan sonra, bara doğruluğunun paragraf 2'de gösterilen adımlarda standarda uygun olup olmadığını tekrar kontrol edin.Değer hala kapsam dışındaysa, besleme aynasının üst bara ve yan bara hata değeri 0,05 mm'nin altına düşene kadar ayarı tekrarlayın.
4. Besleme aynasının merkezini referans olarak (besleme aynasının dönüş merkezi) kullanarak, ana aynanın arkasındaki referans düzleminin dikeyliğini besleme aynasının dönüş merkezine göre ölçün.Ölçüm ve ayar yöntemi: manyetik taban, komparatör göstergesinin ibresi şekilde gösterilen pozisyonu gösterecek şekilde (ana aynanın referans düzlemi) besleme aynasının uç yüzüne sabitlenir.Besleme aynasını yavaşça bir daire çevirin ve komparatör göstergesinin ibre okumasını gözlemleyin.Ölçülen maksimum enine ve dikey aralıktaki dört noktanın farkı 0,05 mm içinde olmalıdır.Gereken kapsamı aşan iki yan nokta arasındaki hata varsa, aynanın alt montaj yüzeyindeki iki noktaya bakır levha yerleştirilerek düzeltilebilir.Hata değeri 0,05 mm olana kadar adımı birkaç kez tekrarlayın.
5. Besleme aynasının merkezi referans olarak (besleme aynasının dönüş merkezi), ana aynanın dönüş merkezi ile besleme aynasının dönüş merkezi arasındaki koaksiyelliği ölçün, yani iki aynanın merkezi eşit olacaktır. yükseklik.Ölçüm ve ayar yöntemi: manyetik taban, kadran göstergesinin ibresi şekilde gösterilen pozisyonu gösterecek şekilde (ana aynadaki temel deliğin iç duvarı) besleme aynasının uç yüzüne sabitlenir.Besleme aynasını yavaşça bir daire çevirin ve komparatör göstergesinin ibre okumasını gözlemleyin.Ölçülen maksimum enine ve dikey aralıktaki dört noktanın farkı 0,05 mm içinde olmalıdır.Varsa, gerekli kapsamı aşan iki yan nokta arasındaki hata, ana aynanın montaj tabanını hafifçe ve enlemesine hareket ettirerek ayarlanabilir.Varsa, gerekli kapsamı aşan iki dikey (yukarı ve aşağı) nokta arasındaki hata, aynanın alt montaj yüzeyinde dört noktaya bakır levha yerleştirilerek ayarlanabilir.Hata değeri 0,05 mm olana kadar adımı birkaç kez tekrarlayın.Ayarlamadan sonra, 4. paragrafta gösterilen adımlarda doğruluğun standarda uyup uymadığını tekrar kontrol edin.Değer hala kapsam dışındaysa, hata değeri 0,05 mm'nin altına düşene kadar ayarı tekrarlayın.
6. Ayna merkezleme hassasiyetinin ölçülmesi ve ayarlanması.İki ayna arasındaki mesafeyi 500 mm ile 1000 mm arasında ayarlayın ve aynı mandreli sıkıştırın.Mandrel 1500-2000 mm uzunluğunda ve 30-50 mm çapında olacaktır.Manyetik taban, işaretçi şekilde gösterilen pozisyonu gösterecek şekilde makineye sabitlenmiştir (mandrel dış çemberinde pençeden yaklaşık 30 mm uzakta).Mandreni ve mandreli döndürün.Çap göstergesi sırasıyla tırnağın yaklaşık 30 mm uzağında mandrel kaçıklığını ölçer ve yaklaşık 0.1 mm'lik mandrel kaçıklığı kabul edilebilir (genel olarak, tırnağın kenetleme doğruluğu aynanın tesliminden önce ayarlanmıştır. Kullanıcıların tırnağı ayarlaması gerekir) özelleştirilmiş ürün veya diğer özel durumlarda doğruluk).Değer belirtilen kapsamın dışındaysa, doğruluk gereksinimlerini karşılamak için ilgili tırnağın konumunu ayarlayın.
7. Genel doğruluğu kontrol edin.İki ayna arasındaki mesafeyi 500 mm ile 1000 mm arasında ayarlayın ve aynı mandreli sıkıştırın.Manyetik taban, ibre şekilde gösterilen pozisyonu gösterecek şekilde makineye sabitlenmiştir (mandrel dış çemberinde mian ayna pençesinden yaklaşık 30 mm uzakta).Besleme aynasını ileri geri hareket ettirin, böylece besleme aynası ile ana ayna arasındaki mesafe 100 mm-1000 mm veya daha fazladır (besleme aynası ana aynanın merkez deliğine hareket ettirilebilir).Yaklaşık 0,05 mm'lik kadran göstergesi işaretçisinin değer farkı kabul edilebilir.Aynı şekilde, kadranlı gösterge işaretçisini mandrel tarafının dış dairesine doğrultun ve kadranlı göstergenin gösterge değeri yaklaşık 0,05 mm ise genel kurulum niteliklidir.Değer farkı hala kapsam dışındaysa, yukarıdaki adımların ayrıntılarını dikkatlice kontrol edin ve herhangi bir eksiklik olup olmadığını veya bir doğruluk öğesinin kapsam dışında olup olmadığını onaylayın.
8. Ekipmanı kurmadan ve hata ayıklamadan önce lütfen yukarıdaki adımları dikkatlice okuyun.Bu kurulum talimatı, çoğu ekipman üreticisinin kurulum ve hata ayıklama deneyimine dayalı olarak derlenmiştir.Lütfen talimatları dikkatlice izleyin.
Daha fazla göster
Kullanım talimatları
2021-06-18
Kullanım ve özellikler:
Bk ve SD serisi lazer kesim çift güçlü dört pençeli mil tutucunun geliştirilmesi, firmamız tarafından üretilen öne monteli pnömatik aynanın özelliklerini ve diğer ilgili pnömatik ürünleri iyileştirmeler için birçok kez entegre etmektir. Basit gibi özelliklere sahiptir. yapı, uygun kurulum, güçlü uygulanabilirlik, temiz ve dayanıklı, güvenilir sıkma, dirable hassasiyet, vb, operasyon verimliliğini artırmak, üretim maliyetini azaltmak ve işletme için işçilerin emek yoğunluğunu azaltmak için. Bu ürün, çeşitli boru bağlantı parçalarını sıkıştırmak için uygundur. profesyonel boru kesiciler ve boru levha makinesi ve her türlü yuvarlak boru, suqare boru, dikdörtgen boru ve oval boruların kesme işlemi için en uygun olanıdır, sadece her şekildeki çelik boruları kesmek için pençelerde hafif bir değişiklik yapar.
Kullanım gereksinimleri:
1. Günlük çalışmadan önce, operatör, pençenin sabitleme vidalarının sabitlenip sabitlenmediğini ve hava basıncının normal olup olmadığını dikkatlice kontrol etmelidir. Lütfen 0.4 ~ aralığında kontrol edilen hava basıncı ile temiz ve sabit basınçlı hava kullanın. 0.9Mpa. Ürünlere bağlanmak için 1.6Mpa'dan daha yüksek basınç taşıyan hava boruları seçilecek, hava boruları ısıdan ve açık alevden uzak duracak, aksi takdirde etkilenecek ve güvenli üretime gizli sıkıntılar getirecektir.
2. Aynanın kullanım işlemi sırasında, her yerdeki kayan yüzey ve sürtünme yüzeyi, her yağ yağlama noktasındaki ipuçlarına sıkı sıkıya bağlı olarak yağlanacak ve korunacaktır: FRL'nin yağ deposuna düzenli olarak yağ doldurun (flinders dayanıklı hat) ve yağ damlama hızını kontrol edin.
3. Aynanın pençesi veya silindirinin ayarlanması gerektiğinde, sürgülü bloğa somun yuvasını takın ve kullanım gereksinimlerini karşılayana kadar cıvataları ayarlayarak ince ayar yapın, ayarlama tamamlandıktan sonra kelepçenin deneme kurulumunu yapın, sürgülü blok, ancak esnek bir eylemden sonra çalışma durumuna girebilir.
4. Yanlış değişiklik aynaya zarar verebileceğinden ve normal kullanımı sürdüremeyeceğinden, mandreni wil'de değiştirmeyin.
5. Aynanın uzun süre kullanılmaması durumunda, aynanın hassasiyetini etkileyebilecek deformasyonu önlemek için iş parçasını üzerinde kenetlenmiş halde bırakmayın.
6.Haftada 2-3 kez hareketli parçalarda temizlik ve 60 günde bir ayna bakımı yapın ve bileşenlerin aşınma durumunu kontrol edin, gerekirse bileşenleri değiştirin.
7. Elektrikli cihazların zarar görmemesi için elektrik kontrol kısmına bağlanırken solenoid valfin bobin voltajına dikkat edin ve uygun voltajlı güç kaynağına bağlayın.
Notlar:
1. Ürün nakliye, depolama, kurulum, ayar, bakım ve kullanım kurallarına uyulurken, ürünlerin üretim kalitesi sorunu nedeniyle normal şekilde çalışamaması veya ambalajın açılması sırasında yetersiz eksiklik nedeniyle hasarlar bulunursa, kalite veya ataşmanların paketleme listesine uygun olmaması, yedek parça ve benzeri eksiklerin bulunması, malın teslim tarihinden itibaren bir ay içinde firmamızın kalite departmanı ile iletişime geçmenizi rica ederiz. bilgileri gönderirken ürün tipini, spesifikasyon numarasını ve üretim tarihini belirtin.
2. Ürünler 0 ℃ ila 40 ℃ ortam altında kurulacak ve kullanılacaktır.
3.Ürünlerin kurulumu ve kullanımı talimatlarda yer alan hükümlere harfiyen uyulacak olup, herhangi bir sorunuz veya iyileştirme öneriniz varsa lütfen firmamızın kalite departmanına bildiriniz.
Güvenli çalışma gereksinimleri:
1. Aynanın saklanacağı yer, etkili su geçirmez ve neme dayanıklı önlemler almalı ve iyi havalandırılmalıdır.
2. Paketler istiflenmemeli ve paketleme durumunu düzenli olarak kontrol etmelidir.
3.Kurulum talimatlarını dikkatlice okuduktan sonra kurulum programına giriniz.
4. Aynanın çalışması sırasında sıkıştırma ve gevşetme düğmesine basmak yasaktır, gerektiğinde kalkan ekleyin.
5. Aynayı takarken ve sökerken lütfen güç ve hava kaynağını kapatın.
6. Aynanın dönüş hızı, kullanım sürecinde belirtilen sınır hızını aşmamalıdır.
7. Profesyonel olmayan personel, aynanın ana yapısal parçalarını izinsiz çıkarmayacaktır.
8. Açık alev, ısı kaynağı ve diğer tesislerin hava borusunun montaj yerine yakın olması yasaktır.
Daha fazla göster
Web sitemize hoşgeldiniz
2021-06-16
Lingman Machinery Technology (Changzhou) Co., Ltd., çeşitli pnömatik aynaların, elektrikli aynaların, hidrolik aynaların ve diğer elektrikli aynaların Ar-Ge, üretim ve satışına odaklanan bir kuruluştur. Üretim ekipmanı ve yenilikçi tasarım yetenekleri ile kullanıcılara Tatmin edici hizmet sağlayabilir. Ayrıca farklı kullanıcı ihtiyaçlarına göre lazer boru kesme makineleri için her türlü takım tezgahları, standart dışı ekipmanlar, özel güç fikstürleri ve aynalar tasarlayabilir ve üretebiliriz. Şirket, her müşteriye uygun ürünler, özenli hizmetler, sürekli teknik araştırma ve geliştirme, kalite yönetiminin tam olarak uygulanması, hizmet sisteminin sürekli iyileştirilmesi ile teknolojik yenilik, hizmet kalitesi ilk iş felsefesine dayanmaktadır ve yeni kazanmayı dört gözle bekliyoruz. ve eski müşteriler Favor.
Daha fazla göster
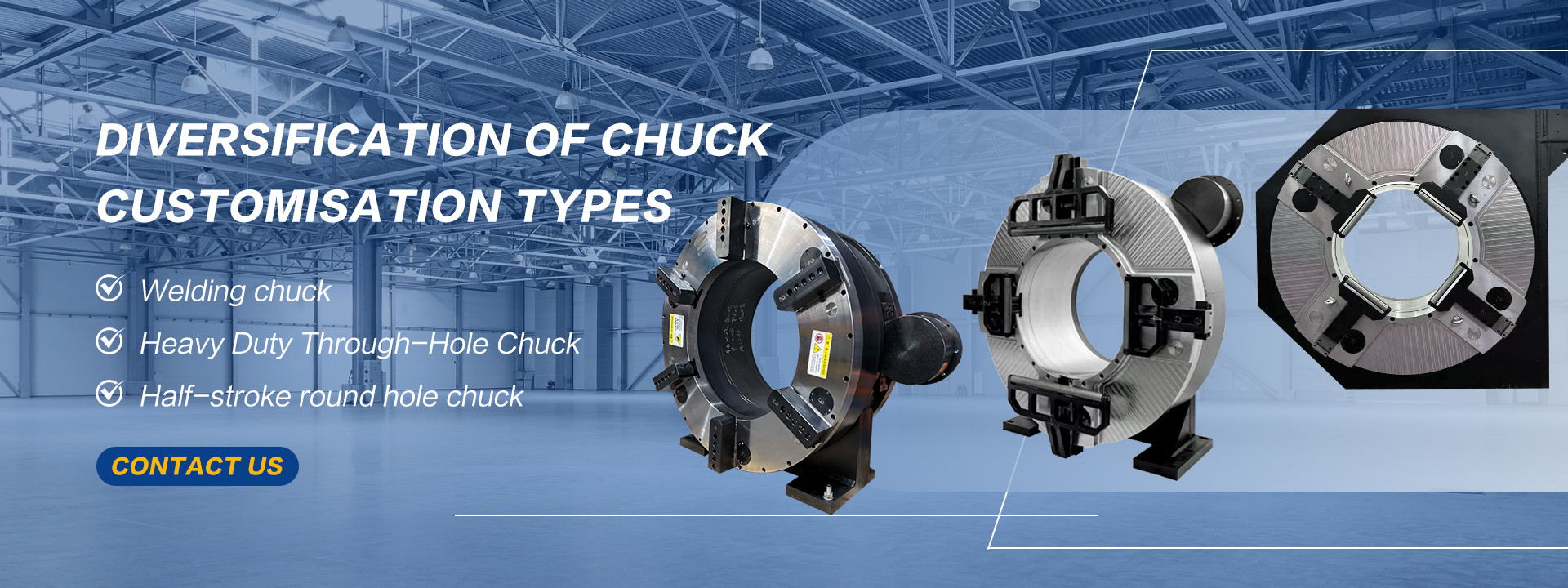
Pnömatik çakların özellikleri
2023-09-09
Pnömatik çakların bazı özellikleri şunlardır:
1. Hava ile çalışan işlem: Pnömatik çaklar çalışmak için basınçlı hava kullanır. Bu, iş parçasının hızlı ve hassas bir şekilde sıkıştırılmasını ve serbest bırakılmasını sağlar.
2Düzenlenebilir Sıkıştırma Gücü: Pnömatik çaklar genellikle ayarlanabilir sıkıştırma kuvvetine sahiptir, bu da kullanıcıların yakalanma gücünü özel ihtiyaçlarına göre uyarlamasına izin verir.Sıkıştırma gücü hava basıncını ayarlayarak kontrol edilebilir.
3Çok yönlülük: Pnömatik çaklar çok çeşitli iş parçası boyutlarına ve şekillerine sahip olabilir.Genellikle çeşitli iş parçası geometrisine uyum sağlamak için kolayca ayarlanabilen veya değiştirilebilen çeneler veya tutanaklar içerir.
4Hızlı ve Kolay İşleme: Pnömatik çaklar, hızlı ve verimli iş parçası değişiklikleri için tasarlanmıştır.Kurulum süresini azaltmak.
5Yüksek sıkıştırma doğruluğu: Pnömatik çaklar, iş parçasının güvenli bir şekilde tutulmasını sağlayan güçlü ve tutarlı bir sıkıştırma gücü sağlar.Bu, işleme doğruluğunu artırır ve işlem sırasında kayma riskini azaltır.
6Düşük titreşimler: Pnömatik çaklar, özellikle yüksek hızlı işleme uygulamalarında titreşimleri azaltmaya yardımcı olabilir.Hava yumuşatma etkisi alet çırpınmasını en aza indirgenir ve işlenmiş parçaların yüzey finişini iyileştirir.
7Güvenlik özellikleri: Pnömatik çarklar genellikle yerleşik basınç sensörleri veya aşırı yük koruması gibi güvenlik mekanizmaları ile birlikte gelir.İş parçasına veya çubuğun kendisine zarar verebilecek aşırı sıkıştırma kuvvetlerinin önlenmesi için.
8Dayanıklılık ve Güvenilirlik: Pnömatik çaklar genellikle yüksek kuvvetlere ve tekrarlanan kullanıma dayanabilmeleri için sağlam malzemeler ve bileşenlerle inşa edilir.Endüstriyel ortamlarda uzun süreli güvenilirlik için tasarlanmışlardır..
9Uyumluluk: Pnömatik çaklar, mevcut üretim süreçlerine sorunsuz bir entegrasyon sağlayan çeşitli otomatik sistemler veya CNC makineleri ile entegre edilebilir.
10Düşük bakım: Pnömatik çaklar genellikle diğer bazı çak türlerine kıyasla daha az hareketli parçaya sahip oldukları için asgari bakım gerektirir.Havalandırma sisteminin düzenli olarak temizlenmesi ve yağlanması, normalde sorunsuz çalışmasını sağlamak için yeterlidir.
Bu özellikler, pnömatik çakların, tam sıkıştırma ve hızlı iş parçası değişiklikleri gerektirdiği imalat, ahşap işleme, metal işleme ve otomobil endüstrisi de dahil olmak üzere birçok endüstride popüler olmasını sağlar.
Daha fazla göster